
The following information is intended for those of you who would like to get familiar with the process and performance of approvals. It does relate to the following codes and specifications, but is not limited to them: ISO 15614, ISO 15613, ASME Sect. IX, AWS D1.1, AWS D1.2, AWS D1.3, AWS D1.6, AWS D15.1, and others.
ISO 15607 is a good starting point
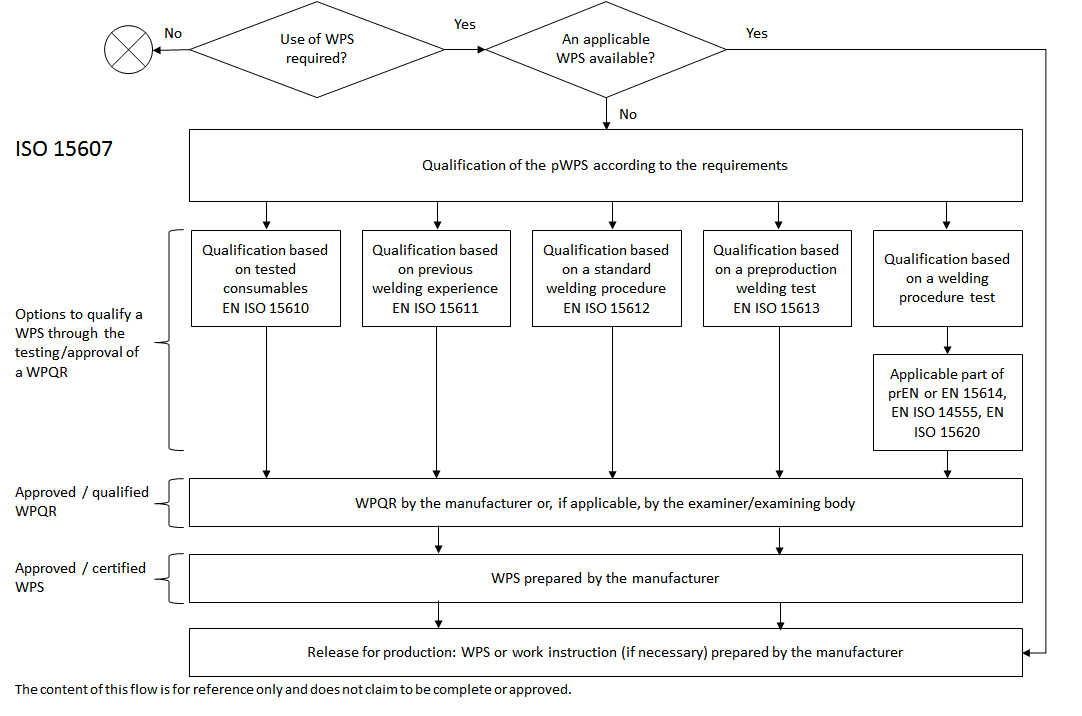
ISO 15607 is a good starting point to review the concept and approval flows of a WPS, as well as the relationship and purpose of different welding standards (Specification and qualification of welding procedures for metallic materials – General rules [applicable to manual, mechanized and automatic welding]).
Welding is considered a special process, as defined by standards for quality management. Therewith, a quality system usually requires that special processes be validated and then carried out in accordance with written procedure specifications.
Welding procedure specifications are needed to provide a well-defined basis for managing a welding operation, as well as quality control before, during, and after welding.
When preparing a Welding Procedure Specification (WPS), it must be recognized that it provides the necessary basis to fulfill applicable requirements, but it will not ensure that the welds fulfil the requirements. Some deviations, notably imperfections and distortions, can be evaluated by nondestructive methods on the finished product. However, NDE methods may not provide the essential testing results to document that a weld meets all mechanical and technological acceptance criteria and therewith engineering requirements.
Metallurgical deviations constitute a special problem, however, because non-destructive evaluation of the mechanical properties is impossible at the present level of non-destructive technology, this has resulted in the establishment of a set of rules for the qualification of the welding procedure process prior to the release of the specification to actual production.
According to ISO 15607, the manufacturer shall prepare a preliminary WPS (pWPS) and shall ensure that it is applicable for the actual production requirements, while applying previous experience and the general fund of knowledge of welding technology.
Each pWPS shall be used as a basis for the establishment of a Welding Procedure Qualification Record (WPQR) (the ASME/AWS standards call them PQR), qualified according to an acceptable method of the code or specification that is / which are applicable.
If the qualification involves welding of test pieces, then the test pieces shall be welded in accordance with the pWPS, followed by testing. In simple terms, the pWPS is a planning and test record, that ideally should be developed prior to testing a procedure. It further provides the instructions for a welder to produce the test sample.
Per ISO 15607, the WPQR shall include all variables (essential, supplement and non-essential), as well as the specified ranges of qualification given in the appropriate standard. On basis of the WPQR, the WPS for production welding is developed under the responsibility of the manufacturer and its experts unless otherwise required.
Flowchart related to ISO 15607 (informative)
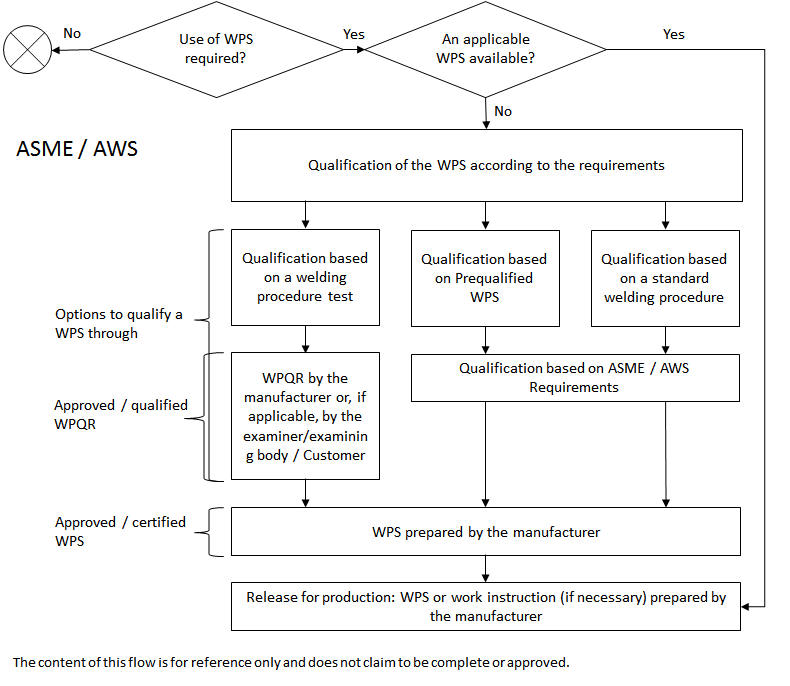
ASME / AWS WPS Approval Flow
ASME or AWS codes/specification have slightly different definitions for the approval of a WPS. The range of approval, or the scope of a given WPS, is outlined in the WPS only. The PQR (the ISO standards call them WPQR) does not include ranges for the qualification, since it is a testing record “only” (like the pWPS in ISO). The PQR is the foundation for the scope or range of approval a WPS can receive.
Why the ISO system includes the range of approval requirements in the WPQR and the ASME/AWS system requires the range to be in the WPS is possibly a historically grown difference. The ISO System (or EN for that matter) considers a WPS to be issued to support a specific welding application. The actual WPS range of approval might therewith be different to the approved range. With that said, the WPQR would provide possibilities, whereas the WPS limits / restrictis those essential, supplement and non-essential variables that apply to a given production need. The argument is valid, that a ASME/AWS WPS may include all possible ranges or be limited to welding applications just like the ISO WPS. Therewith, it is the same but different!
Flowchart related to ASME / AWS (informative)
Considerations to be taken
At this point it is important to touch on an especially important subject, which also creates discussions often!
Who defines the “true” range of approval for a given WPS? The quick answer is that the applicable code or specification outlines the requirements for the range settings and information applicable to a PQR/WPS. Even though this statement is true, as much it is not! If a manufacturer would indeed test the entire possible range of a WPS, it is likely that at times a sound weld cannot be placed, or the welding conditions would indeed fall outside of the applicable code or specification. For instance, what may be is that a WPS is issued with a range in welding parameter that would result in a change of a transition mode. At times, multiple transition modes were not considered during the approval of the WPQR / WPS.
An additional consideration is the range of approval for welding positions. Even though many codes support the qualification range to be large, however, at times it is not possible to weld “out of position” with the given range in welding parameter. With that said, who truly is the one to determine the range of approval of a WPS?
Most, if not all, codes and specification require the approval by the responsible engineer, welding engineer, expert, supervisor, or welding coordinator (definition depending on the applicable code / specification). The assigned expert shall have the knowledge to determine if a possible range of approval is truly the range that leads to the desired / required acceptable weld.
Depending on the knowledge about the science of welding and level of engagement with it, the approval of the maximum possible range or scope of a WPS might be applied; or it is limited to a specific case.
We hope that the above information provides value and/or a discussion point. Feel free to send us an email to this rather interesting conversation!
Important: Some wording is similar or identical to references in codes and standards. This outline has not been reviewed by standardization organizations and hence does not claim their approvals.
Experience
We have worked with over 400 companies in Asia, Europe, and North America, to achieve either compliance with national of international certifications / approvals, or to implement sound welding systems or processes, and the above is always an interesting discussion point. At the end, the way a business operates could be outlined in a quality system document, just to set the applicable rules in place.